(1 scheikunde), NH3, is een kleurloos gas met scherpe, stekende geur. Onder druk vormt het een vloeistof met kookpunt -33.2 gr. en kritisch punt 132,4 gr., (krit. druk 111,5 atm.).
Bij kamertemperatuur, 20 gr., bedraagt de druk van de verzadigde damp 8,37 atm. Vloeibare ammoniak kan in een Dewar-glas zeer geruime tijd worden bewaard. Ammoniak werd als eerste gas tot vloeistof gecondenseerd door de Hollandse scheikundigen; het vochtgehalte van het gebruikte ammoniakgas vergemakkelijkte de proef echter. Vloeibare ammoniak is een kleurloze, licht beweeglijke vloeistof met soortelijk gewicht 0,65, het stolt bij —77.7 gr. Bij de verdamping wordt een belangrijk bedrag aan warmte opgenomen, waarvan in koelmachines gebruik wordt gemaakt.Naast de technische bereidingswijzen, door directe synthese uit de elementen en door kalkstikstof met stoom te behandelen, zijn er tal van vormingswijzen uit stikstofhoudende verbindingen. Bij de rotting, in het bijzonder van faeces en urine, ontstaat ammoniak uit eiwitten. Aldus komt het in geringe hoeveelheid regelmatig voor in de atmosfeer, waartoe ook bijdraagt de vorming van ammoniumnitraat door electrische ontladingen. Verder ontstaat het door reductie van salpeterzuur en nitraten door waterstof in statu nascendi, hetzij bij de inwerking in zuur milieu van zink of ijzerpoeder, hetzij in alkalische oplossing met aluminium of zink, in het bijzonder met de legering van Devarda (zink, aluminium en koper). Bij de ontleding van nitriden, zoals van magnesium en aluminium, ontstaat evenzo ammoniak (z aluminium, aluminiumverbindingen).
De bereiding van ammoniak in het laboratorium geschiedt door een fijngepoederd mengsel van ongebluste of gebluste kalk en salmiak (z ammonium, ammoniumverbindingen) in een kolf te verhitten. Gemakkelijker is evenwel het gebruik van cylinders met vloeibare ammoniak. Ammoniak wordt gedroogd door het gas over ongebluste kalk te leiden, daar het zich met het anders zo gebruikelijke calciumchloride tot een ammin CaCl2.8NH3 verbindt.
Ammoniak kan ook als „zuur” reageren door onder het afstaan van een proton amiden te geven, zoals bij de inwerking van ammoniakgas op verhit natrium of kalium (NaNH2). Bij de vervanging van alle drie de waterstofatomen door metaal ontstaan de nitriden, zoals magnesiumnitride (z magnesium, magnesiumverbindingen) wanneer magnesiummetaal in ammoniakgas verbrandt (gemakkelijker, door stikstof te laten inwerken op verhit magnesium). Met water ontstaat uit deze verbindingen weer ammoniak naast hydroxyde.
De chemische en physische eigenschappen van ammoniak, NH3, gelijken in verschillende opzichten op die van water, OH2. Beide verbindingen kunnen zowel als base fungeren door het opnemen van een positief waterstof-ion (z base) als ook als zuur, door het afstaan van een proton. Beide vloeistoffen zijn goede oplosmiddelen voor tal van anorganische verbindingen. Naast de chemie van de waterige oplossingen en van de zuurstofzuren en hun zouten staat een analoge chemie van de overeenkomstige stikstofverbindingen in relatie met vloeibare ammoniak. Tegenover de hydraten staan de ammincomplexen, beide uiterst talrijk.
Het ammoniakmolecule heeft de vorm van een stompe driezijdige pyramide met het stikstofatoom in de top (∠ HNH = 105°). Merkwaardig is het feit, dat bij bepaalde trillingen het molecule zich omstulpt, hetgeen aanleiding geeft tot een absorptieband in het gebied der ultra korte radiogolven (1 cm). Het stikstofatoom beweegt zich hierbij door het vlak van de pyramide heen (Dennison en Uhlenbeck). Het ammoniakmolecule heeft, evenals dat van water, een dipoolmoment ter grootte van 1.47 D, iets kleiner dus dan dat van water (1,79 D), maar het is beter polariseerbaar.
Doordat associatie vrijwel ontbreekt, is ammoniak zeer veel vluchtiger dan water.
PROF. DR J. A. A. KETELAAR
Lit.: H. J. Emelens en J. S. Anderson, Modem Aspects of Inorganic Chemistry.
(2 techniek), die naast salpeter de voornaamste stikstofmest is, werd van 18501910 bijna uitsluitend verkregen uit de steenkool in de gasfabrieken. Sinds 1910 kwam daarbij de kalkstikstof en sinds de oorlog, 1914-1918, de synthetische ammoniak.
1. Ammoniak uit steenkolen
Het stikstofgehalte van steenkolen bedraagt 1.0-1.6 pct. Slechts 10-20 pct hiervan kan men bij destillatie van de kolen omzetten in ammoniak, ongeveer de helft blijft bij het verhitten van de kool tot 1000 gr. C. aan de kool gebonden, waarschijnlijk als nitride. Verder wordt in het gas als stikstof veel (10-30 pct), als blauwzuur en als organische verbinding in de teer weinig teruggevonden van de hoeveelheid stikstof, welke men in de steenkool had aangevoerd. Op 100 kg kolen kan men meestal 0.25-0.30 kg ammoniak of 1-1.2 kg ammoniumsulfaat verkrijgen. Wil men de meeste hoeveelheid ammoniak uit kolen verkrijgen, dan is de maximum temperatuur, waarop men de kolen moet verhitten, 900 gr. C. Hoe meer stoom men daarbij toelaat, hoe meer ammoniak men verkrijgt. Men kan dit uit het daarbij plaats vinden van een verbranding van de kool verklaren. Immers, bij een totale vergassing van de kool bij aanwezigheid van veel waterdamp kan men 80 pct van de stikstof in ammoniak omzetten.
2. Ammoniak uit cyaanamide
Op 1000 gr. C. verhit calciumcarbide absorbeert stikstof. De reactie vormt een omkeerbaar evenwicht:
CaC2 + Na CaCN2 + C.
De eerste fabriek, waarin de stikstof werd gebonden in het cyaanamide werd in 1903 in Duitsland opgericht. In 1905 volgde een grotere fabriek in Italië. Sindsdien werden op vele plaatsen op de wereld fabrieken van cyaanamide geïnstalleerd, zodat er in 1942 35 fabrieken bestaan, welke ongeveer een jaarlijkse productie hebben van 450 000 ton gebonden stikstof in twee millioen ton product.
De bereiding gaat uit van calciumcarbide, dat uit ongebluste kalk en kool in de electrische oven is gevormd. Dit Carbide wordt fijngemalen, het poeder wordt in een bijzondere vorm gebracht en electrisch verhit op 1000 gr. C. Dan wordt zuivere stikstof, gefractionneerd uit vloeibare lucht, of door lucht te leiden over roodkoper, dat verhit is, waardoor de zuurstof wordt gebonden, door de vaten met Carbide geleid. Dit Carbide bevat 75-80 pet zuiver calciumcarbide, dat slechts 80-90 pct van de theoretische hoeveelheid stikstof kan binden. Het eindproduct is dan ook een grijs-zwart mengsel van cyaanamide, koolstof en kalk. Het bevat 24 pet stikstof. De kosten zijn 1½ paardekracht-jaar per ton gebonden stikstof. De Amerikaanse kunstmeststoffen-industrie eist, dat het product vrij is van ongebluste kalk. Daarom wordt het in een roterende mengmachine behandeld met stoom voor het blussen van de kalk en voor het ontleden van het Carbide, terwijl een kleine hoeveelheid minerale olie wordt toegevoegd tegen het stuiven van het product. Dit gehydrateerde en geoliede product wordt in de V.S. als cyaanamide verkocht. Wordt dit met oververhitte stoom behandeld, dan gaat het quantitatief over in ammoniak volgens de reactie:
CaCN2 + 4H20 = CaC03 + 2NH3.
Verwarmt men het cyaanamide met warm water, dan ontstaat dicyaandiamide volgens de reactie
2CaCN2 + 4H20 = 2Ca(OH)2 + (CNNH2)2.
Wordt een oplossing van calciumamide met een overmaat mineraal zuur behandeld, dan ontstaat ureum, dat door verdamping en omkristalliseren in zeer zuivere vorm kan worden verkregen.
Met keukenzout verhit geeft cyaanamide natriumcyanide.
Het is duidelijk, dat cyaanamide grondstof is voor allerlei chemische stoffen, welke men bij de groeiende kennis van de synthese van de organische stof meer en meer nodig heeft. Het cyaanamide zal daarom voor de ammoniakbereiding minder worden gebruikt, ook al door de grote opkomst van de fabricage van:
3. Synthetische ammoniak
In 1913 werd de eerste fabriek in Duitsland door de Badische Anilin und Soda Fabrik als regelmatig werkende opgericht. Vóórdien had Haber de omstandigheden van dit proces bestudeerd. Het was een groot opgezette research. De reactie is exotherm, geeft warmte af, verloopt dus zonder verdere warmtetoevoer:
N2 + 3H2 = 2NH3 + 21,880 cal. bij 20 gr. C.
Haber vond nu, dat men een mengsel van stikstof en waterstof in een volumeverhouding van 1 tot 3 moest samenpersen tot 200 atmosfeer of daarboven, vervolgens moest dit mengsel over een tot licht rood-gloei-hitte verwarmde katalysator worden geleid, waarbij een belangrijk deel van het mengsel in ammoniak werd omgezet. Deze hoeveelheid ammoniak moest met water worden uitgewassen, waarna de rest van de gassen weer in het mengsel gassen vóór de katalysator werd teruggevoerd. De prijs van de zuiver te verkrijgen gassen was nog te hoog. Toen eerst Bosch een methode had uitgewerkt voor het verkrijgen van grote hoeveelheden gas op een goedkope wijze, konden de twee procédé’s worden verenigd tot het commercieel uitvoerbare procédé, dat onder de naam van de bereiding van synthetische ammoniak volgens Haber-Bosch bekend werd.
De verdere ontwikkeling van de procédé’s van de bereiding van de synthetische ammoniak kan men het beste volgen door een onderscheid te maken tussen de bereiding van het mengsel van zuivere gassen N2 en H2 op de meest economische wijze en de synthese van ammoniak hieruit met behulp van katalysator, druk en temperatuur.
De waterstof, bereid volgens Bosch, wordt verkregen door een opeenvolging van reeds bekende werkwijzen. Begonnen wordt watergas te maken uit gloeiende cokes en stoom. Een voor watergas, ook wel blauwgas geheten, typische samenstelling is:
koolmonoxyde CO 43,5 pet
waterstof H2 47-3
methaan CH4 0.7
kooldioxyde co2 3-5
zuurstof o2 0.6
stikstof N2 4.4
In dit gas is de som van de hoeveelheden waterstof en koolmonoxyde ongeveer 90 pct. In het gewone ruwgas is die som slechts 40 pct, het verschil wordt daarbij ingenomen door voornamelijk stikstof, welke tot 50 pct stijgt.
Voor het verkrijgen van een mengsel van 1 deel stikstof en 3 delen waterstof aan het eind van al de handelingen kan men reeds het watergas mengen met ruwgas of generatorgas, waardoor de stikstof op gehalte wordt gebracht. Vervolgens moet het CO in kooldioxyde worden omgezet door de zgn. verschuivingsreactie. Voert men nl. stoom toe, dan heeft men een verschuiving van het evenwicht van de reactie:
co + H2O ^ co2 + H2.
Het mengsel van watergas en ruwgas wordt eerst gereinigd en bevrijd van stof en teer. Het bevat dan stikstof, waterstof, koolmonoxyde en kooldioxyde. Vervolgens wordt het gemengd met een overmaat stoom en wordt het mengsel verhit in een tegenstroom-voorwarmer. Het wordt dan, geleid over een mengsel van ijzeroxyden, met chroomoxyden of thoriumoxyde geactiveerd. Op deze wijze kan men het koolmonoxyde-gehalte verminderen tot 1 pct van het gas. Het mengsel wordt achtereenvolgens geleid door de tegenstroom-voorwarmer, dan door condensors om de overmaat stoom te verwijderen. Dan wordt het in compressors op 20 atm. samengeperst en onder deze druk door scrubbers, wastorens, geleid, waarbij het CO2 met water wordt weggewassen. Het gas, dat nu bestaat uit een mengsel van waterstof, stikstof en een weinig koolmonoxyde, wordt nu op 200 atm. in compressors samengeperst en in aanraking gebracht met een ammoniakale cupro-formiaat oplossing, welke al het CO opneemt. Op deze wijze verkrijgt men een zeer zuiver mengsel van waterstof en stikstof, welke goedkoop in grote hoeveelheden zijn te bereiden. Deze methode Bosch wordt in vele stikstofbindingsindustrieën toegepast.
Voor de stikstof kan men nu in plaats van het generatorgas nemen stikstof uit vloeibaar gemaakte lucht, waaruit de lager kokende stikstof kan worden afgedistilleerd. Zijn de grondstoffen voor het verkrijgen van de gassen, steenkool of cokes en stoom, op bepaalde plaatsen duurder dan electrische energie, dan kan men waterstof bereiden door electrolytische ontleding van water. Alle krachtsinstallaties kan men door electriciteit drijven, zoals compressors, pompen, enz. Deze electrische bereiding van waterstof heeft door haar eenvoud en niet vervuilend bedrijf zoveel aantrekkelijkheid, dat men besloot ook deze bereiding te verkiezen in streken, waar genoeg kolen waren. Ook zij nog vermeld, dat cokesovengas kan worden gebruikt als waterstofbron, men koelt deze af en maakt vloeibare waterstof, die men uit het mengsel kan wegdistilleren.
De synthese van de ammoniak geschiedt door het mengsel van de gassen te leiden door een tegenstroom-voorwarmer, om de gassen tot een bepaalde temperatuur te verhitten, en vervolgens over het bed met de katalysator. Een deel wordt daarbij omgezet in ammoniak, bij Haber met ijzer als katalysator en alkali of alkalische aarde als promotor bij 450-600 gr. C. en 200 atm. druk in een converter. Deze bestaat uit een dikwandige buis van wolfram- of nikkel-chroom-staal, aan beide zijden gesloten door een plug en waarin een mand voor de katalysator en een warmtewisselaar voor het inkomende en uitgaande gas, De wand is bekleed en wordt voor een deel gekoeld door het inkomende gas om de aantasting van het staal door de waterstof (decarburatie of ontkoling) tot een minimum te beperken.
In normaal bedrijf blijft de katalysator op temperatuur („autothermisch”) door de bij de reactie vrij komende warmte, die straling en de hogere temperatuur van de uitgaande gassen compenseert. Voor iedere kg-mol. gevormde ammoniak komen 13000 kg cal. vrij. In het begin moet de katalysator op temperatuur worden gebracht, hetgeen door een electrische weerstand boven de katalysator wordt verkregen, indien men daardoor een bepaalde stroom laat gaan. In het begin van de ontwikkeling van het Haber-Bosch procédé werd slechts 6 pct NH3 gevormd, de uit de converter komende gassen werden na afkoeling met water in aanraking gebracht, waarin de ammoniak oploste, daarna werden de gassen weer in de converter teruggebracht. Het is in de ontwikkeling van het procédé gebleken, dat, door het opvoeren van de druk tot 1000 atm., zoals bij het Franse procédé van Claude, een hoger gehalte aan gevormde ammoniak kan worden verkregen, tot 20 pct toe, doch dat men moeilijkheden kreeg bij de vorming van te veel warmte per volumeeenheid. Deze werd berekend 40 maal groter bij Claude dan bij Haber te zijn. Daarom vindt men in de patenten van Claude alle mogelijke middelen aangegeven voor het wegvoeren van de warmte, zoals omspoelen van de wanden van de converter met vloeibaar lood. Bovendien laat Claude de gassen niet circuleren, dat anders tot vergiftiging van de katalysator leidt, doch leidt hij de gassen over achter elkaar geschakelde katalysator-bedden. Claude heeft een procédé ontwikkeld om waterstof te winnen uit cokesovengas door dit vloeibaar te maken en de waterstof er uit te koken. De waterstof wordt dan gewassen in vloeibare stikstof.
De Italiaan Casale ontwikkelde een procédé met 700 atm. druk en zuivere waterstof, welke uit de electrolytische ontleding van water ontstaat. Een verbeterde katalysator geeft 25 pct ammoniak. De Société Carbochimique te Tertre en te Selzaete (België) hebben dit procédé in hun fabrieken toegepast. Echter werd het procédé Fauser-Montecatini, oorspronkelijk ook uit Italië, op veel groter schaal toegepast. De fabrieken te Willebroeck bij Mechelen (België), Lutterade en te Sluiskil (Nederland) kunnen samen 146 000 ton ammoniak per jaar fabriceren, iets minder dan de helft van de hoeveelheid, door alle fabrieken in België en Holland samen te bereiden (er zijn nog vier fabrieken in België, die het procédé Claude volgen, te weten die te Tilleur, Ougrée, Ostende en Marly). Het Fauser-procédé had oorspronkelijk veel overeenkomst met het Casaleprocédé, echter gebruikte het een lagere druk, nl. 300 atm., verder valt de temperatuur van de katalysator van 600 tot 450 gr. C., waarbij een omzetting van 15 pct ammoniak wordt bereikt. Sommige bedrijven werken met een electrolyse van water voor de waterstof-bereiding, later, zoals hier in Holland, werd cokesovengas als bron voor de waterstof gebruikt.
In verband met de lopende patenten moest in de jaren 1926-1927 een werkwijze worden uitgewerkt, welke bij een druk onder de 100 atm. werkte en waarbij de cokesovengassen uit het Ruhrdistrikt konden worden gebruikt. Zo ontstond het Mont Cenis-procédé. Uhle en medewerkers vonden daarbij een zeer aktieve katalysator; er werd gesproken van ferro- en ferricyaniden van metalen, van ijzer en aluminium, doch latere mededelingen gaven aan, dat deze katalysatoren bestonden uit a-ijzer, evenals die uit reductie van Fe304 werden verkregen op Al2O2 en kaliumcarbonaat. Al naar de ouderdom van de katalysator wordt 8-13 pct ammoniak verkregen bij een temperatuur van 400 gr. C. en een druk van onder de 100 atm. Om de laatste sporen CO te verwijderen (0.05-0.2 pct) en ook zuurstof wordt een wachtconverter gebruikt met een nikkelkatalysator, verhit op 300 gr. C. De ammoniak wordt in het circulatiestelsel verwijderd door afkoelen in verdampende, vloeibare ammoniak. 0.2-0.5 pct ammoniak blijft in het circulerende gas. Dit procédé wordt toegepast in de Koninklijke Nederlandsche Hoogoven en Staalfabrieken te IJmuiden, in 1931 bij een capaciteit van 16 000 ton stikstof per jaar tegen 6000 kilowatt.
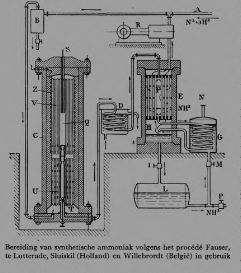
Na dit overzicht van de verschillende procédé’s voor de bereiding van de synthetische ammoniak kunnen wij aan de hand van bovenstaande tekening enige details bespreken van het procédé Fauser, dat voor Holland en België van het meeste belang is. Het mengsel stikstof en waterstof uit cokesovengas bereid, wordt geleid langs A naar B, een olievanger. De olie kan de katalysator door vergiftiging buiten werking stellen. Vervolgens komt het mengsel in de Converter C. Komen de reactieproducten hieruit, dan worden deze afgekoeld in D, waarin koelwater stroomt om de serpentijnslangen. Vervolgens komen de gassen in de condensatie-inrichting, waarvan het bovenste deel een warmte-uitwisselaar is. Hierin begint de ammoniak te condenseren, het grootste deel condenseert in de spiraalslang, welke in het vat door vloeibare ammoniak bij —20 gr. C. wordt omspoeld. Gas en ammoniak worden bij H verzameld, het nog niet in reactie getreden gas ontsnapt boven uit het apparaat E, terwijl de vloeibaar geworden ammoniak zich onderin bij H verzamelt. Deze vloeibare ammoniak wordt in het reservoir L afgelaten, om in G te worden gebruikt of om verder langs P voor de verkoop te worden afgetapt. In de converter C wordt het gasmengsel onder een druk van 250 atm. geperst. Eerst stroomt het gas door het vat, waarin pijpen zijn aangebracht, U, hetwelk als warmte-uitwisselaar dienst doet. De koude gassen stromen naar boven, de warme gassen, die van de katalysator komen, omstromen de pijpen met koud gas. Deze enigermate verwarmde gassen worden wederom in een tweede vat met pijpen, V, geleid, komen zij hieruit, dan worden zij van boven naar beneden geleid over de katalysator Q_. Vervolgens circuleren zij in het onderste deel van V, vervolgens in U en verlaten de converter bij T, om vervolgens door de apparaten D, E, N te worden geleid, waarin zij door vloeibare ammoniak worden afgekoeld en waarbij de eigen aangevoerde, pas gevormde ammoniak in vloeibare vorm wordt afgescheiden. De overgebleven gassen verlaten E bij F en worden door de circulatiepomp R weer bij de vers aangevoerde gassen gevoegd, om opnieuw door de converter te worden geleid. De vaten V en U met de warmte-uitwisselaars zijn afzonderlijk opgesteld, opdat zij ieder afzonderlijk kunnen uitzetten, de temperaturen, waarin deze vaten worden verwarmd, zijn verschillend. Het vat V, waarin de synthese tot stand komt, moet in het begin van het bedrijf worden verwarmd. Daarvoor is een draadwinding Z aangebracht, welke door een electrische stroom tot gloeien wordt gebracht.
Wat betreft de katalysator bij de ammoniaksynthese, is het duidelijk geworden, dat men bij het uitgaan van een mengsel van ijzerhydroxyden en 5 pct aluminiumhydroxyde kan komen tot mengkristallen van Fe304 en Al203, of van Fe2G3 en Al203, welke met K2C03 als promotor zeer actieve katalysatoren geven, nadat men het ijzeroxyde tot 𝛼-ijzer in de waterstofstroom heeft gereduceerd. Immers gelukt het, beschadigde kristalroosters te verkrijgen, welke de hoge activiteit van de katalysator geven. Een Italiaans patent geeft hoog op over lithiumnitride als katalysator; in 1946 geeft een degelijke studie van molybdeen als katalysator, dat steeds beter in gebruik werd, aan, dat hierbij molybdeennitride werd gevormd. Deze Russische studie grondde op Roentgenographische onderzoekingen.